4J缸體(tǐ)铸造工艺整體(tǐ)生产方式的设计
日期:2017-11-29 / 人气:
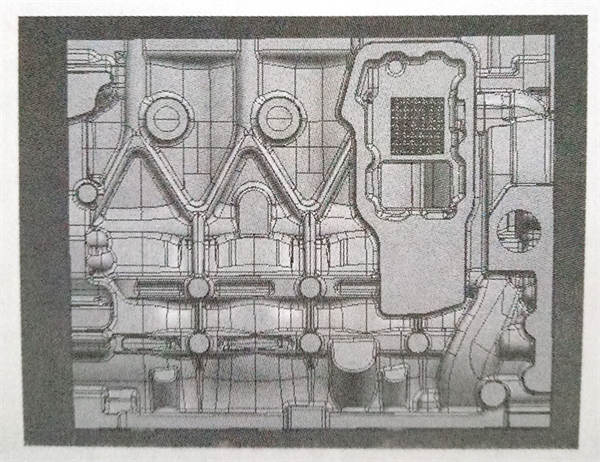
4J缸體(tǐ)(如图1、图2),从缸體(tǐ)整體(tǐ)分(fēn)析,精密铸造设计过程中主要分(fēn)為(wèi)以下几种砂芯:主體(tǐ)、水套、油道、涡轮涡壳、挺杆室等几种砂芯。
4J缸體(tǐ)结构对本公司原有(yǒu)产品YS6012缸體(tǐ)产品结构相近,借鉴此产品前期出现的问题,在设计4J缸體(tǐ)时要尽可(kě)能(néng)避免出现同样的问题。
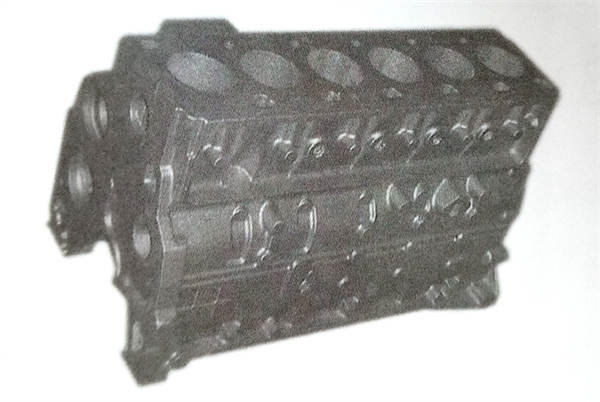
YS6102缸體(tǐ)(图3、图4)在生产过程中,涡壳、涡轮采用(yòng)在上箱将芯子下到砂芯上面的。
其次将涡轮放到上箱的工艺,在浇注过程中产生的气體(tǐ)较大,对产生气孔缺陷的倾向比较大,在正常生产过程中此产品主要废品缺陷就是气孔,每年由于气孔报废的铸件比例高达20%以上。
所以在设计4J缸體(tǐ)的初期要求将涡轮放到砂芯的下箱,将挺杆室放到砂芯的上箱即放到主體(tǐ)芯和套芯上。
图1 4J缸體(tǐ)上表面
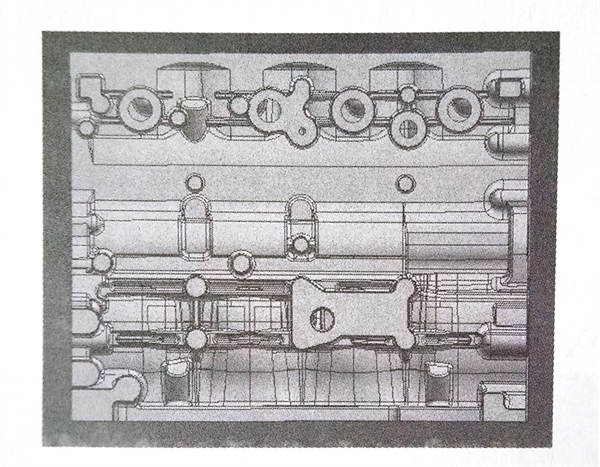
图2 4J缸體(tǐ)下表面
首先要对4J缸體(tǐ)上下型方案进行设计。4J缸體(tǐ)结构对本公司原有(yǒu)产品YS6012缸體(tǐ)产品结构相近,借鉴此产品前期出现的问题,在设计4J缸體(tǐ)时要尽可(kě)能(néng)避免出现同样的问题。
YS6102缸體(tǐ)(图3、图4)在生产过程中,涡壳、涡轮采用(yòng)在上箱将芯子下到砂芯上面的。
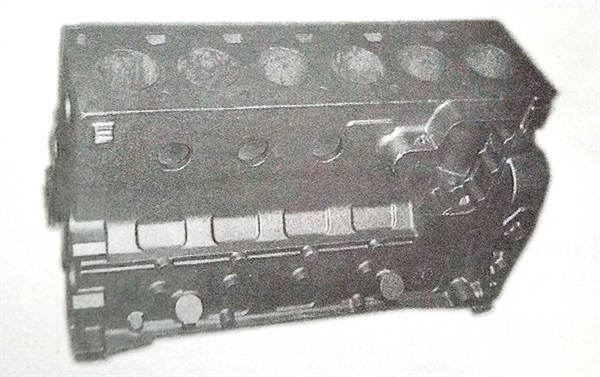
图3 YS6102缸體(tǐ)上表面
图5、图6為(wèi)组芯照片。生产流程首先将涡壳、涡轮芯粘到侧板上,其次再与主體(tǐ)芯装配到一起,后将窗口芯放到涡轮芯上,此种装配方式与工艺方式弊端较多(duō),主要如下:
图4 YS6102缸體(tǐ)上表面
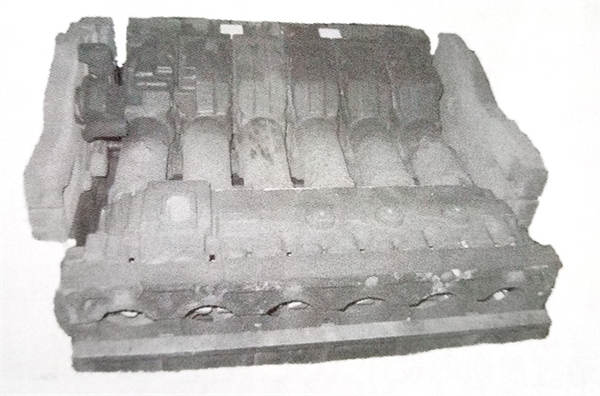
图5 YS6102缸體(tǐ)砂芯装配1
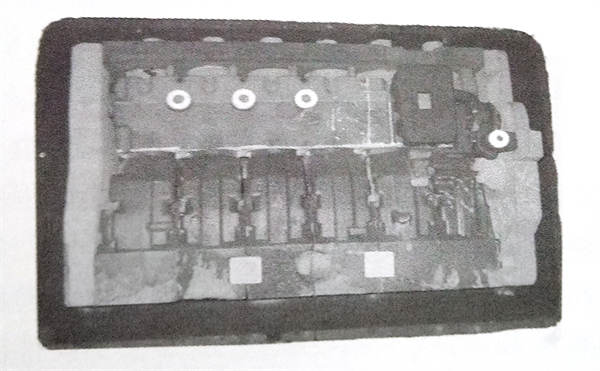
图6 YS6102缸體(tǐ)砂芯装配2
首先涡壳芯与涡芯装配方式,装配过程中容易粘不到或粘不牢到侧板上导致砂芯掉或偏,在转动过程中容易磕碰。并且在与主體(tǐ)、窗口芯组芯过程中经常发生涡轮芯断裂现象,铸件毛坯也经常出现由于涡轮断裂导致铸件报废,并且比例较大。其次将涡轮放到上箱的工艺,在浇注过程中产生的气體(tǐ)较大,对产生气孔缺陷的倾向比较大,在正常生产过程中此产品主要废品缺陷就是气孔,每年由于气孔报废的铸件比例高达20%以上。
所以在设计4J缸體(tǐ)的初期要求将涡轮放到砂芯的下箱,将挺杆室放到砂芯的上箱即放到主體(tǐ)芯和套芯上。
编辑:admin
